


Tube Laser Cutting Machine (6016 Serie)
Produit Aféierung
Technesch Parameteren
| DE PROJECT NUMM | AN DEN NUMMER |
| Equipement Modell | ML-CP-6016DQ-GS Fotoen |
| Laser Wasserstoff Muecht | 1,5 kW an |
| Chuck Spannbereich | Φ20mm~Φ160mm,□20~□110mm |
| Maximum Single Tube Gewiicht | 60 kg |
| Fütterungslängt | ≤6300mm (automatesch fidderen) |
| D'Längt vun der Blendung | ≤2500mm (Customizéierbar Längt) |
| Schneiddicke (Zesummenhang mat Laser Muecht) | Kuelestol ≤6mm;STAINLESS Stol ≤4mm;Aluminiumlegierung≤3mm;Messing ≤ 2 mm; |
| Positionéierungsgenauegkeet | ≤ ± 0,05 mm |
| Widderhuelend Positionéierungsgenauegkeet | ≤ ± 0,03 mm |
| Maximal X-Achs Geschwindegkeet | ≤150 m/min |
| Maximal Y-Achs Geschwindegkeet | ≤120 m/min |
| Maximal Z-Achs Geschwindegkeet | ≤65m/min |
| B Achs maximal Geschwindegkeet | ≤150 U/min |
| Beschleunegung vum Raumfaart | 1, 2g |
| Demande fir Stroum | AC380V ± 5%/50Hz |
| D'Maschinn Muecht Konsum | 6KW-25KW |
| Cabinet Dimensiounen | 11000 * 2500 * 2300 (mm) |
| Maschinn Gewiicht | ≈ 6000KG |
| Ënnerstëtzung fir grafesch Formater | IGS/SAT/JHB |
Kär Fonctiounen
1. D'Tailing Material kann 0-60mm erreechen;
2. Ganz niddereg Operatioun an Ënnerhaltskäschte;
3. De Laser-Schneidkopf wäert d'Uewerfläch vum Material net kontaktéieren an d'Werkstéck net kraazt;
4. Déi viischt Chuck klemmt de ganze Schlag ouni d'Kiefer z'änneren;
5. Héichgeschwindeg Loftrees, grouss Beschleunigung, séier Schneidreaktioun, an Ecken sinn net einfach ze brennen;
6. D'Loft bléist am Schwanz vun der hënneschter Kaart, d'Päifmauer ass propper, an de Schneidstaub an de Rauch si manner;
7. D'Héicht vun der fidderen fixen Ënnerstëtzung Rad kann manuell ugepasst ginn, an der Ernährung Steigungen rutscht Kombinatioun erof;
8. High-Speed- a qualitativ héichwäerteg Laser-Schneiden kënnen op Profiler wéi ronnen Réier, quadrateschen Réier, rechteckeg Réier a Taille Ronn Réier gemaach ginn;
9. D'Schneidabschnitt vun der Päif ass glat ouni Burrs, keng Schlacken, keng Schwaarzung, keng gielung, a kann d'Ausschneiden vu verschiddene komplexe Grafiken einfach realiséieren.
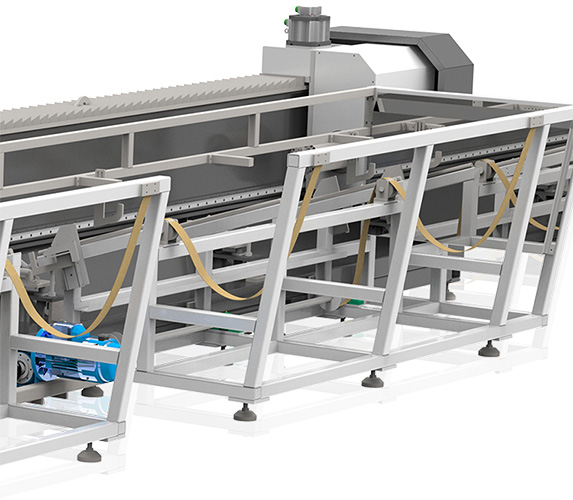
Automatesch séier Ernierung
Kierperstruktur vu Päifschneidermaschinn optiméiert fir séier automatesch Ernierung
D'Distanz tëscht der Waardepositioun an der Veraarbechtungspositioun ass ganz kuerz, wat méi wéi 90% méi séier ass wéi d'automatesch Fütterungsgeschwindegkeet vu Peer
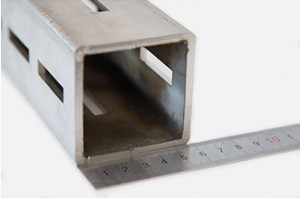
D'Schneidfläch ass propper a fräi vu Mängel
D'Päifschneidesektioun soll glat sinn ouni Burr, Schlacken, Schwaarz a giel;Et wäert net mat der Material Uewerfläch kontaktéieren an d'Werkstéck kraazt.Et kann einfach d'Bléien um Schwanz vun der Kaart realiséieren nodeems se verschidde komplex Grafike geschnidden hunn.D'Päifmauer ass propper an de Schneidstaub an den Damp si manner
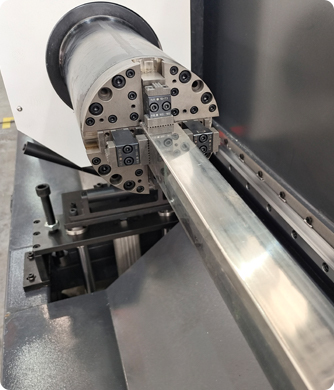
Fähigkeit vu professionnelle Päifen ze schneiden
De viischte Chuck hält de ganze Schlag ouni d'Klau ze änneren.Den hënneschte Chuck ass um Schwanz geblosen, d'Päifmauer ass propper, de Schneidstaub an den Damp si manner, den eidele Schlag ass héichgeschwindeg, d'Beschleunigung ass grouss, d'Schneidreaktioun ass séier, an den Eck ass net einfach ze verbrennen
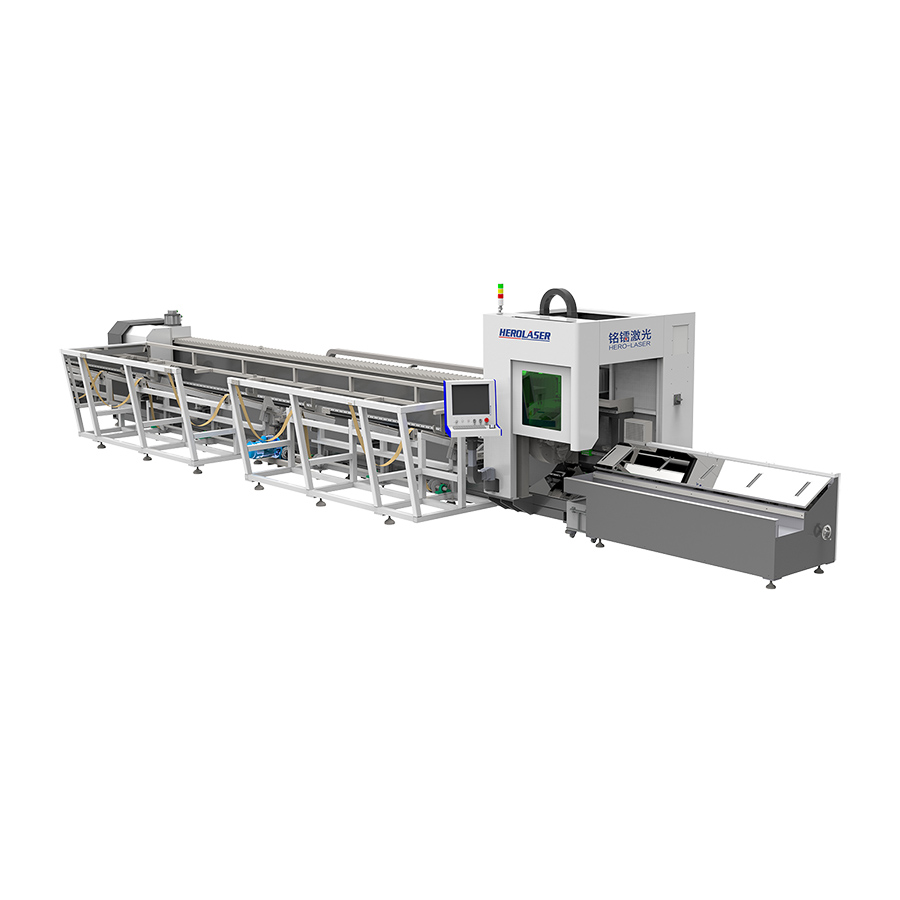
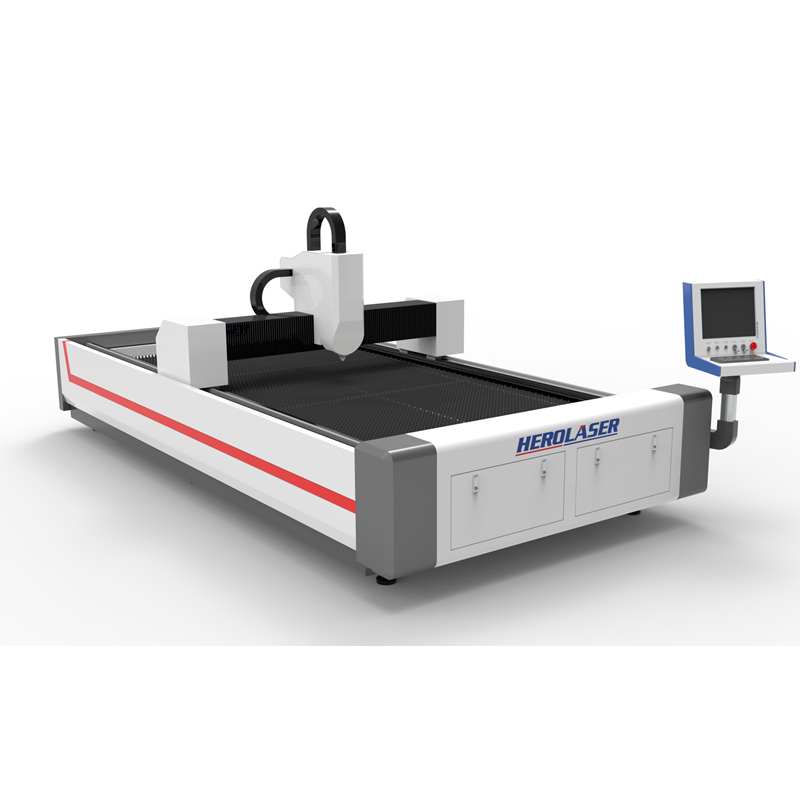
Tatsächlech Bild vun Laser Päif opzedeelen Maschinn



Applikatioun Szenarie
D'Fütterung ass fixéiert, d'Héicht vum Stützrad kann manuell ugepasst ginn, an d'Bléiungsteigung ass kombinéiert mat Rutschen;Et kann héich-Vitesse an héich-Qualitéit Laser opzedeelen op Ronn eraus Leeschtunge, véiereckege eraus, véiereckege eraus, Taille eraus an aner Profiler



Videoen an Neiegkeeten fir dëst Produkt
Fiber Laser opzedeelen Maschinn
den 21.04.2022
Fiber Laser opzedeelen Maschinn
den 21.04.2022
Laser opzedeelen Machine
den 21.04.2022





froen fir de beschte Präis
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu