




Bärbar fiberlasermärkningsmaskin
produkt introduktion
Integrerad med minimarkeringssystem är den bärbara fiberlasermarkeringsmaskinen utvecklad från typisk fiberlaser som är allmänt antagen på den inhemska och internationella marknaden.Markeringsmaskinen uppnår sina funktioner där fiberlaser matar ut och hastighetsavsökning via galvanometersystem.På detta sätt resulterar i dess stora effektivitet vid elektro-optisk omvandling.Att utse den med luftkylning och kompakt i storlek möjliggör fiberlaserarbete med stabil och kvalitativ strålöversättning tillgänglig på både metall och vissa icke-metalliska material etc.
Tekniska parametrar
| Modell | ML- MF- TY- BX- HWXX |
| Laserkraft | 20W/ 30W/ 50W |
| Laser våglängd | 1064nm |
| Upprepningsfrekvens | 20-200KHZ |
| Strålkvalitet | M²<1,2 |
| Markeringsintervall | 70 mm x 70 mm ~ 300 mm x 300 mm (valfritt) |
| Markeringshastighet | ≤7000 mm/s |
| Min.karaktär | 0,15 mm |
| Repeterbarhet Noggrannhet | ±0,002 |
| Strömförsörjning | 220V / 50-60Hz |
| Konsumera ström | 800W |
| Cooling Way | Inbyggd luftkylning |
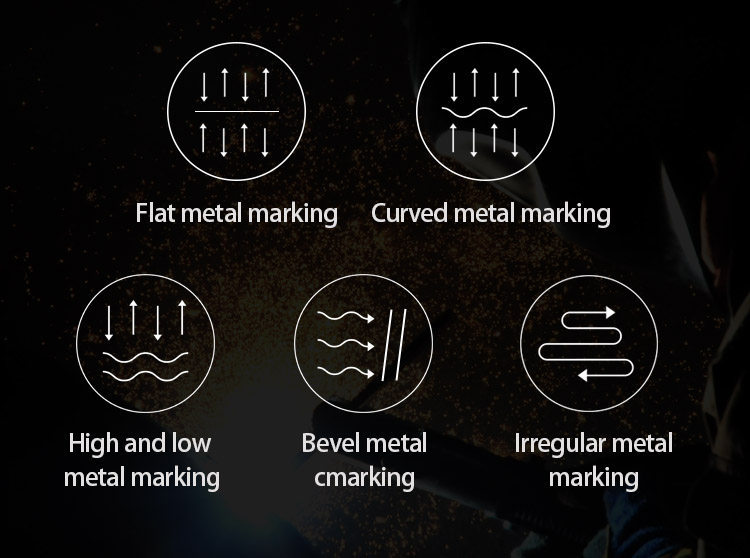
Kärnfunktioner
Den optiska fiberlasern används för att mata ut lasern, och sedan realiseras markeringsfunktionen genom höghastighetsskanningsgalvanometersystemet, så att den optiska fiberlasermarkeringspositionens noggrannhet är hög och markeringsytan inte deformeras.
1. Den kan bearbeta en mängd olika metaller och icke-metalliska material.Speciellt är det mer fördelaktigt att märka material med hög hårdhet, hög smältpunkt och sprödhet.
2. Det är en beröringsfri bearbetning, inga skador på produkter, inget verktygsslitage och bra märkningskvalitet.
3. Laserstrålen är tunn, bearbetningsförbrukningen är få och den värmepåverkade bearbetningszonen är liten.
4. Hög bearbetningseffektivitet, datorstyrning och automatisering.
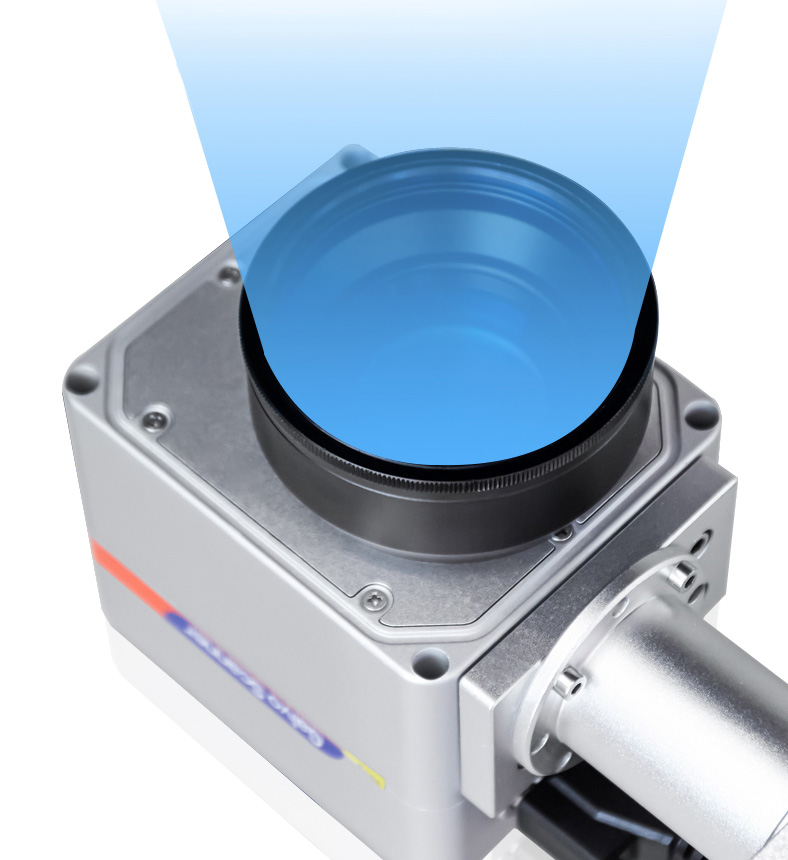
HD transparent märkning galvanometer
Mycket transparent, rengör linsen utan föroreningar, öka formatet och se kvaliteten.Endast ett bra objektiv kan markera en bra produkt
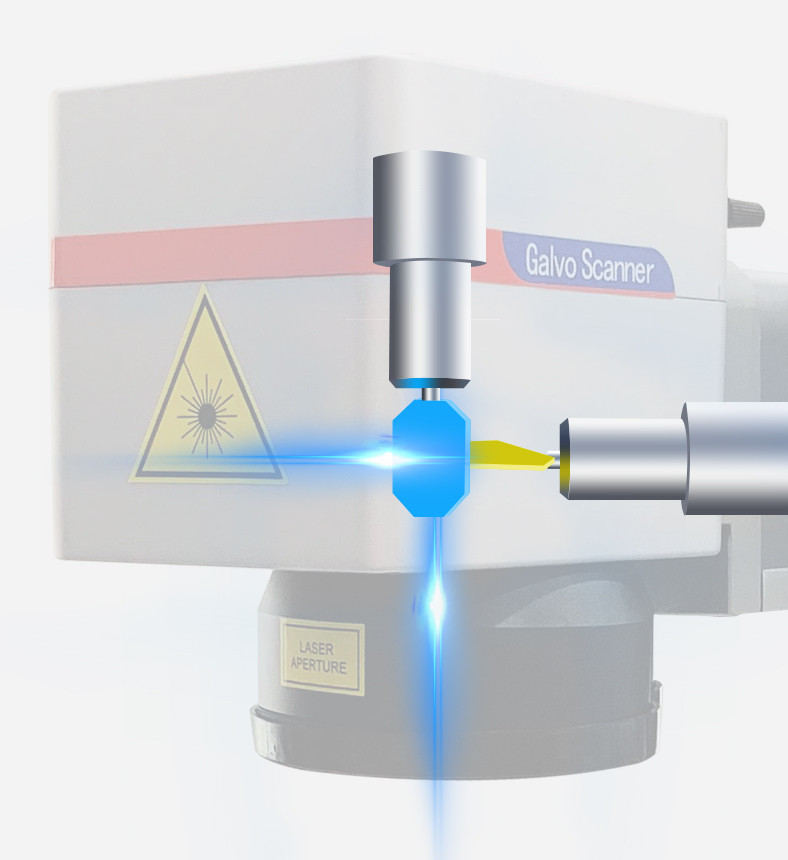
Hög elektrooptisk konverteringseffektivitet
Lasermarkeringsmaskinsystemet som utvecklats genom att använda fiberlasrar hemma och utomlands har god utgående strålkvalitet, hög tillförlitlighet och elektrooptisk konverteringseffektivitet
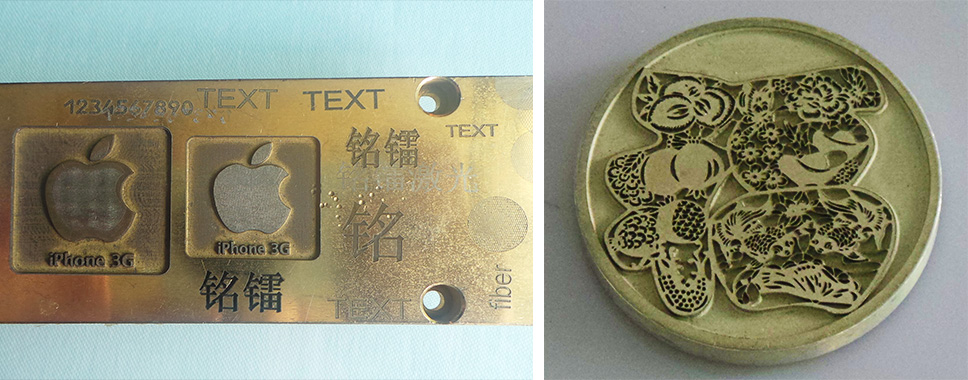
1. Ytmärke: Den är idealisk vid märkning på beläggningar utan att tränga igenom, såsom krom, nickel, guld och silver etc.
2. Djupgravering: Genom att använda en högeffektlaser förångas ett material som kan graveras in i basmetallen. Vanligast i formsprutningsformar av plast, smyckenstillverkning och stämplingsformar.
3.Ablation: Ta bort ytbehandlingar (t.ex. plätering och beläggningar av färg) för att skapa en genomskinlig baksida utan att skada basmaterialet, som ofta används vid bearbetning av bakgrundsbelyst material såsom bakgrundsbelysta knappar.
Applikationsscenarier







Videor och nyheter för denna produkt
Hur rengör man svetsplatsen?
den 21 april 2022
Hur rengör man svetsplatsen?
den 21 april 2022
Hur rengör man svetsplatsen?
den 21 april 2022



fråga efter bästa pris
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu